
Wir hatten im Forum bei Ultimaker mal gelesen, dass sich Nylon besser zum Düsenreinigen eignen soll als PLA. Da wir in unserem Druckmaterial-Fundus noch etwas Nylon gefunden haben, suchten wir nach konkreten Anleitungen und sind dabei auf diese Quellen gestossen:
– Bukobot 3D Printer – nozzle-cleaning
– Blog TeamBudmen – Steps to clear a clogged 3D-printer nozzle
Der Vorgang ist der Selbe, wie beim Reinigen mit PLA, die empfohlenen Temperaturen weichen jedoch etwas davon ab. So wird für Nylon zwischen 210-240° C als Aufheiztemperatur, und ca. 140° C als Kalttemperatur empfohlen. D.h. oben am Druckkopf erst die Bowden Tube rausziehen, dann die Düse auf 240° C aufheizen und das Nylon vorsichtig durchstossen. Danach die Temperatur auf 140° C reduzieren und bei Erreichen der Temperatur das Nylon nach oben rausziehen. Diesen Vorgang mehrmals wiederholen, bis keine Rückstände mehr sichtbar sind am Nylon.
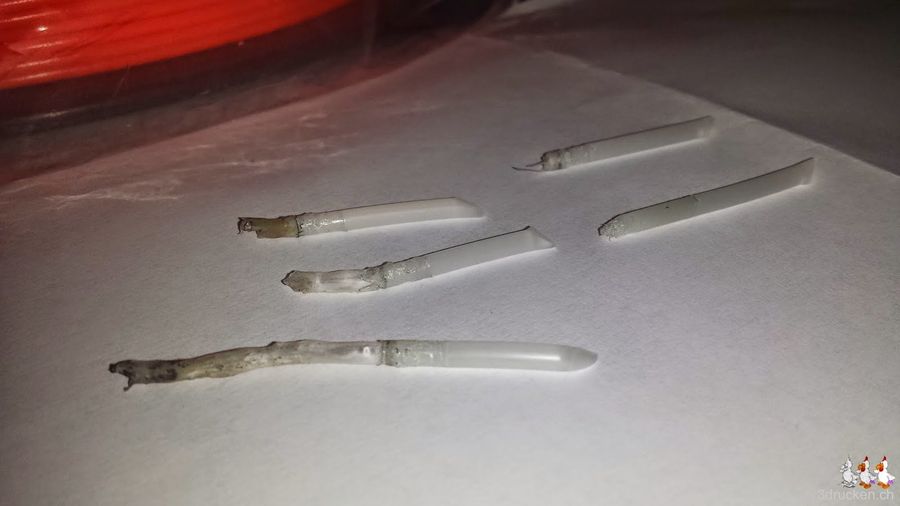
Mit dieser Methoden konnten wir, wie das Foto belegt, doch einiges mehr an Verunreinigungen aus der Düse ziehen. Zuvor hatten wir nämlich schon mit PLA versucht zu reinigen. Das ist also was nach der Reinigung mit PLA übrig blieb. Mal sehen, ob uns so das doch recht häufige Wechseln der Düse etwas erspart bleibt.
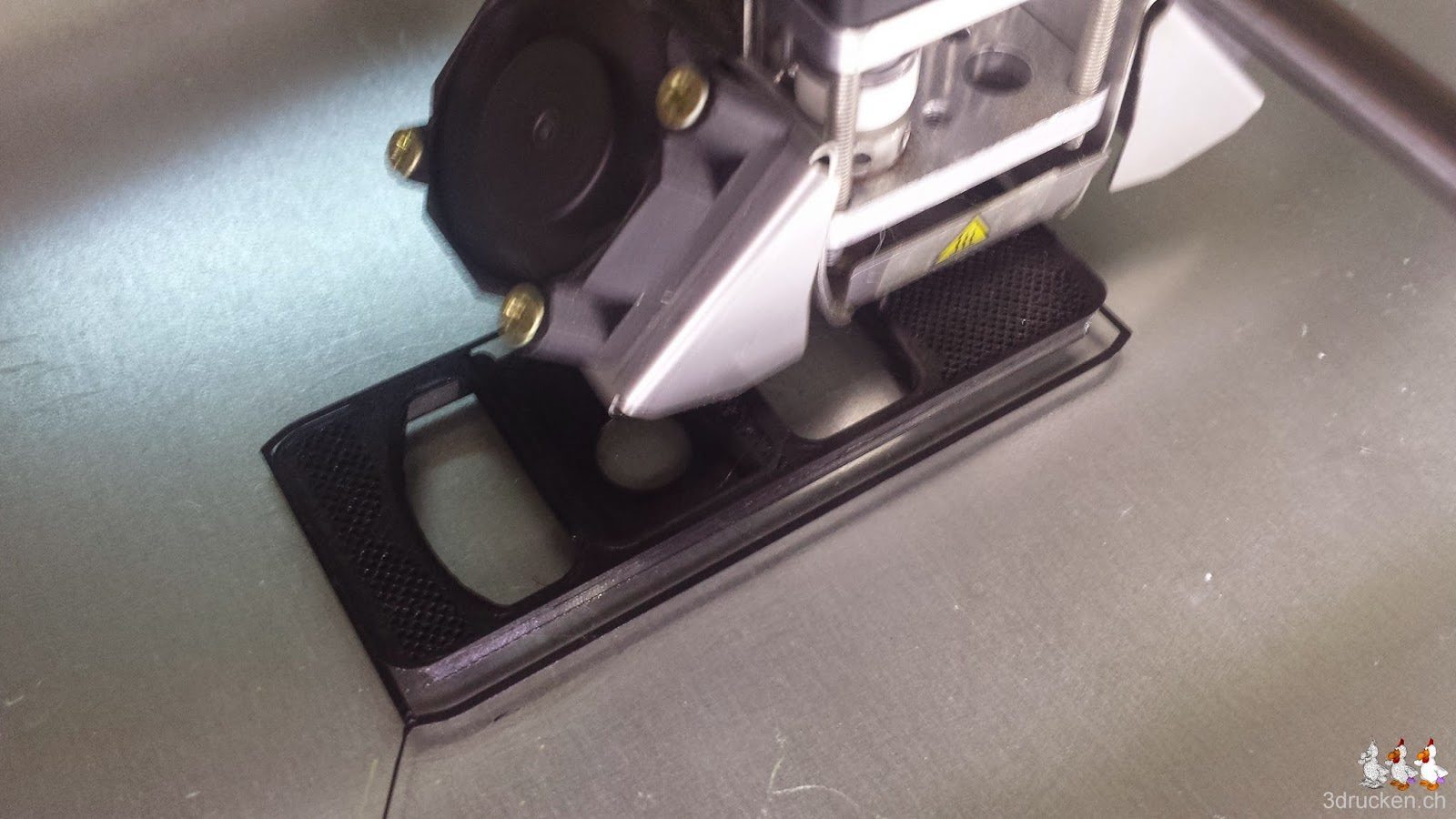
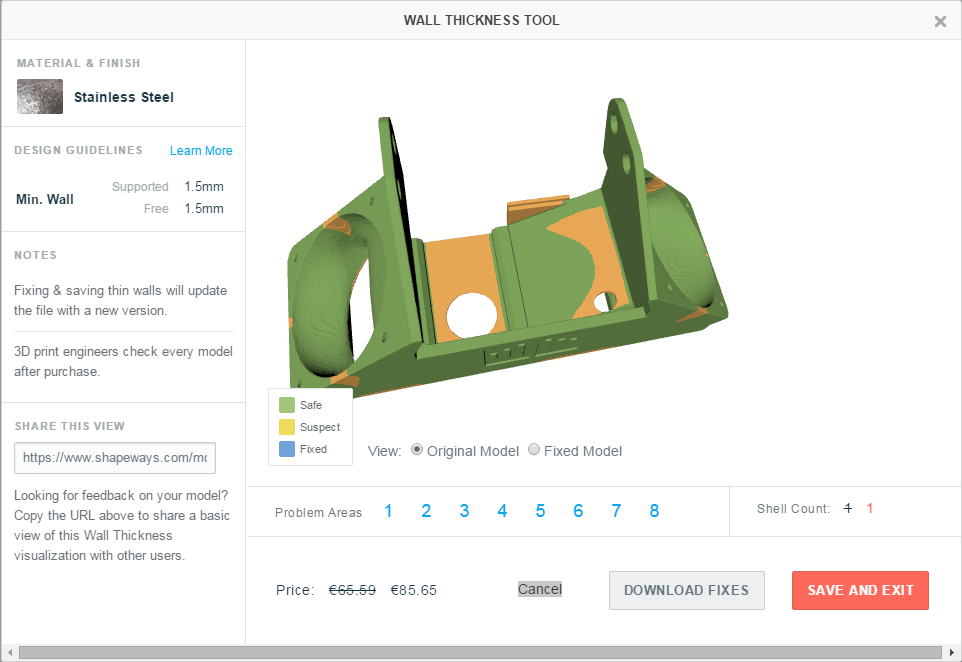
Auf der Suche nach diesen Anleitungen stiessen wir auf Korneel’s Blog zufällig auf Fotos, auf denen eine andere Lüfterverkleidung zu sehen war. Gleich ging die Suche los, und wir fanden schliesslich mehrere Designs, welche wir in der Folge ausprobieren wollen. Das grösste Problem dabei dürfte die Hitzebeständigkeit sein. Weshalb also nicht bei Fiberoptic anfragen, oder das Teil bei Shapeways aus Edelstahl ordern? Erst drucken wir mal aus normalem PLA, um zu sehen, ob die Teile passen, und genügend stabil sind.
– Ultimaker 2 fan mount – DUAL by venkel
– UM2 Fan duct for single extruder by SimonS
Die maximale Lüftergeschwindigkeit haben wir übrigens in Cura bereits auf 65 % reduziert, da es Berichte gab, besonders der Lüfter auf der Seite der Düse, würde die Düsenspitze zu stark herunterkühlen.

Kommentare