
PLA bei 180° C gedruckt
Im Zusammenhang mit den häufig auftretenden Staus (plugs) am ersten Ultimaker, hatten wir einigen Mailwechsel mit dem Support bei Ultimaker. Wir können euch nur empfehlen, den früher zu nutzen als wir es nun getan haben. Nicht nur wegen den aufgetretenen Problemen, sondern einfach allgemein wenns um das Wissen zum Einsatz des Ultimakers geht. So haben wir vom Support unter anderem den Hinweis auf die Seite im Wiki zur Kalibrierung erhalten. Unter Punkt 8 ist eine coole Methode zur Optimierung der Drucktemperatur erwähnt.
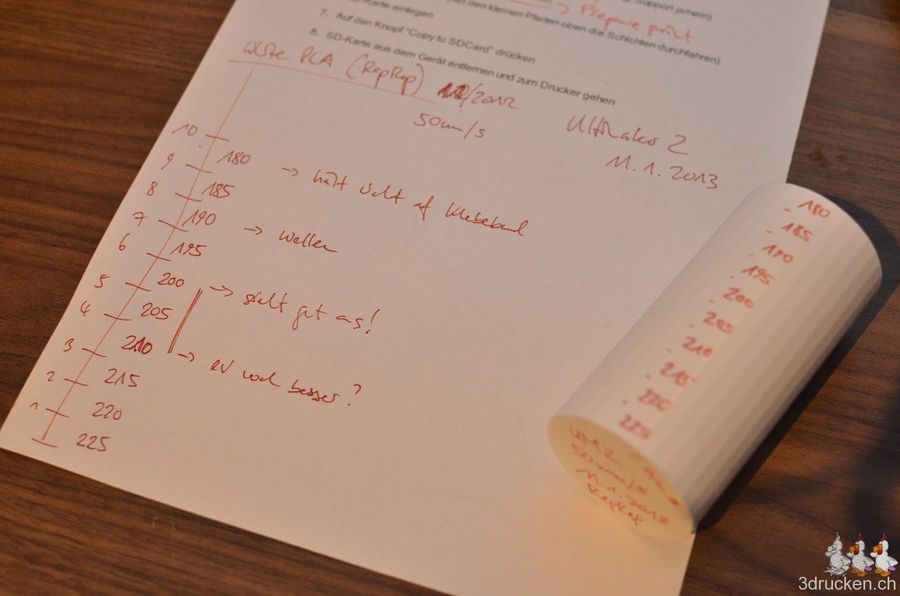
Wir haben das gleich mal für unser bei GüggelTown verwendetes weisses PLA von RepRap ausprobiert, hier das für uns eher überraschende Resultat: Wir konnten das weisse PLA bei 50mm/s sogar bei nur 180°C drucken! Einziges Problem bei einer solch tiefen Temperatur ist die schlechte Haftung auf dem blauen Klebeband zu Beginn. Dies verbesserte sich allerdings schon bei 190°. Wir haben uns nun entschlossen, die verbleibenden Gebäude von GüggelTown bei lediglich 200°C zu drucken.
Ursache der Materialstaus
Das Problem mit den Plugs (dem Hochwandern der Hitze durch das Filament über den Termoisolator hinaus, und dem danach folgenden Verschluss im Bereich des weissen Verbindungsstücks) konnte nun noch nicht behoben werden, da sich das betreffende Gerät im Büro in Bern befindet, und wir erst Dienstag wieder dort arbeiten. Wir hoffen aber durch die gute Unterstützung des Ultimaker-Supports dem Problem auf die Schliche zu kommen.
Update:
Zu unser Verwunderung lässt sich auch das grüne PLA (auf Plastikrolle) von Ultimaker selber auf dem zweiten Ultimaker runter bis auf 180°C noch drucken!
Update 30.12.2018
Das Ultimaker Wiki gibt es nicht mehr, es wurde durch die Rubrik Ressourcen abgelöst. Ihr findet da nebst den offiziellen Informationen zu eurem Druckermodell auch eine Vielzahl von Tipps und Tricks.
Die Seite im Wiki, welche wir 2013 für diesen Beitrag verwendet haben, ist dank dem Internet Archiv weiter verfügbar. Sogar der verwendete Testzylinder, den wir von Thingiverse heruntergeladen hatten, ist noch verfügbar. Hier der oben im Beitrag angesprochene Punkt 8 aus der Anleitung vom 16. Januar 2013, via Wayback Machine des Internet Archivs:
8. Right temperature PLA/ABS
It is very important to print with the exact right temperature if you want to achieve the best result possible. Unfortunately, this temperature may vary with every colour and with every supplier. So the ideal workflow would be to test every reel to find out at what temperature it is printable. The basic idea is to print at the lowest temperature possible, to reduce stringing and excessive oozing. Start with printing a large object, (like https://web.archive.org/web/20130116181208/http://www.thingiverse.com/thing:33959), and print at 225°C. Print ~1cm high, and then lower the temperature about 5°C. Keep it at this temperature and print another 1cm. Keep this process going until your filament starts showing little gaps, like it is brittle. This means your filament is too cold, and you should increase the temperature. Increase it 5°C and print another 1cm and hold this when you think your filament has stabilized again. The walls of your print should be smooth again.
Another weapon against stringing is speed. If you increase the speed you will have less stringing. Increase it with steps of 10%. But keep in mind when you are increasing speed, you should increase the temperature also a few with a few °C.
Zur Kalibrierung bzw. Optimierung der Drucktemperatur empfehlen wir zudem die Temperatur Türme Methode.

Kommentare